
")

29159
К нам поступил заказ на капитальный ремонт рабочего колеса вентилятора рекуперации 26К43, участка тягодутьевой машины (ТДМ) цеха окомкования.

В составе оборудования участка ТДМ для обеспечения технологического процесса эксплуатируется двух поточный радиальный вентилятор 26К43, предназначенный для транспортировки отходящего газа из зоны рекуперации обжиговой машины.
Обжиговая машина – металлургический агрегат для производства окатышей (подробнее о ремонте окомкователей).

Режим работы установки непрерывный.
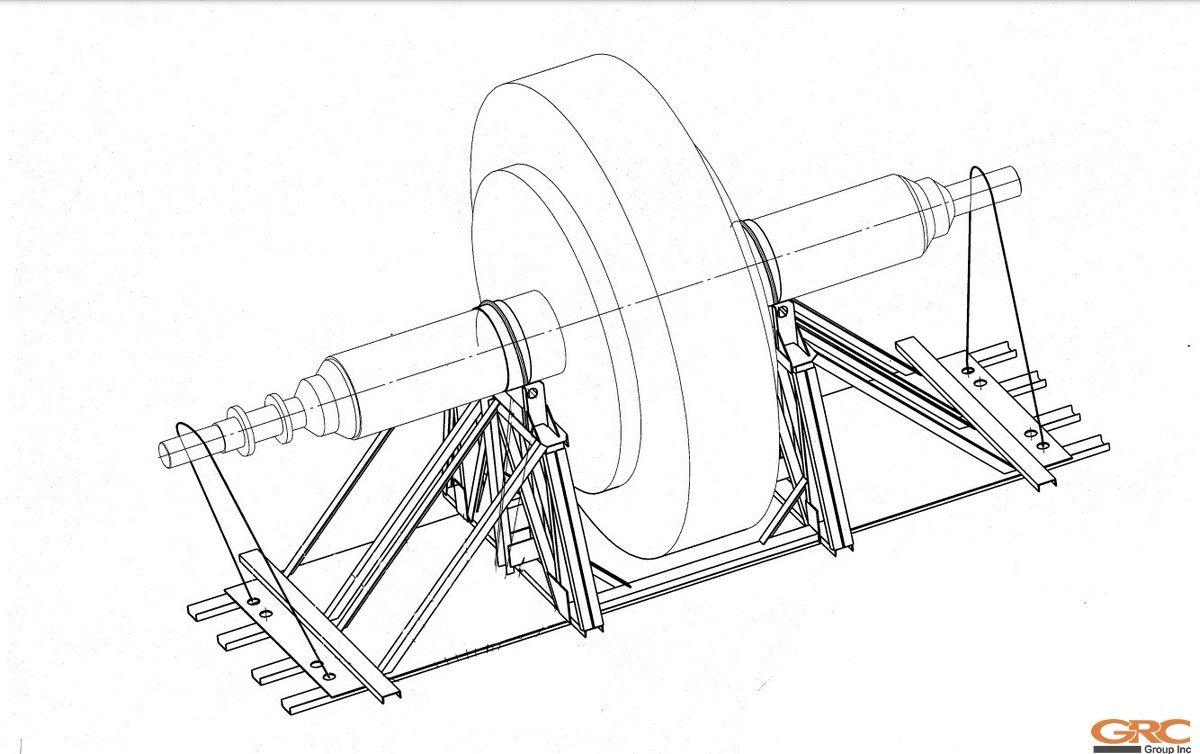
Рабочее колесо (ротор) является неотъемлемой частью вентилятора и имеет следующие характеристики:
– Вес вала 9610 кг.
– Длина вала 7582 мм.
– Вес рабочего колеса 18650 кг.
Хранение рабочего колеса осуществлялось в уличных условиях. Исходя из условий хранения на данном рабочем колесе имеются следующие дефекты:
– Износ посадочного места под подшипник скольжения с приводной стороны, коррозия, задиры.
– Изношенно посадочное место под подшипник скольжения с противоположной стороны.
– Требуется изготовление новых лопаток (брони) в количестве 11 штук


Процесс капитального ремонта рабочего колеса вентилятора происходил следующим образом:
– Проработка конструкторской документации.
– Демонтаж вала.

– Мы изготовили оснастку для выставления вала на токарный станок ДИП 500. Из-за значительных размеров и веса, мы приняли решение сместить вал и установить его на специализированные центрирующие опоры. Ось вращения планшайбы использовалась для вращения и обработки шейки.

– Далее, с помощью абсолютного лазерного трекера Leica AT403 мы проконтролировали выставление вала по одной оси.


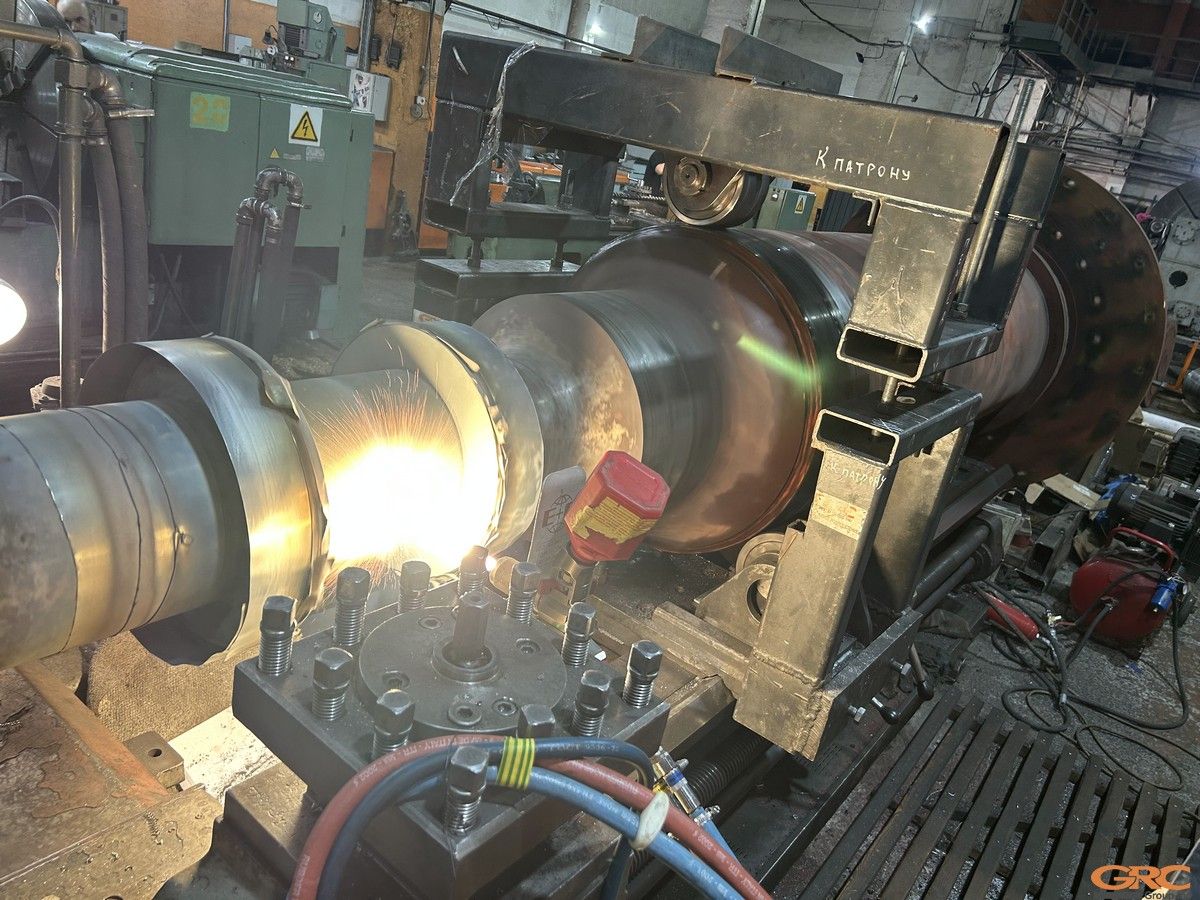
– Затем проточили шейку под наплавку.
– Наплавка вала была не допустима в восстановительном ремонте ротора т.к. она является концентратором напряжения в структуре материала вала. Поэтому мы воспользовались газотермическим напылением износостойкого коррозионного сплава на никелевой основе. В процессе напыления, температура детали остается в диапазоне от 60 до 80 градусов, что полностью исключает возможность коробления и деформаций, характерных для других методов наплавки.
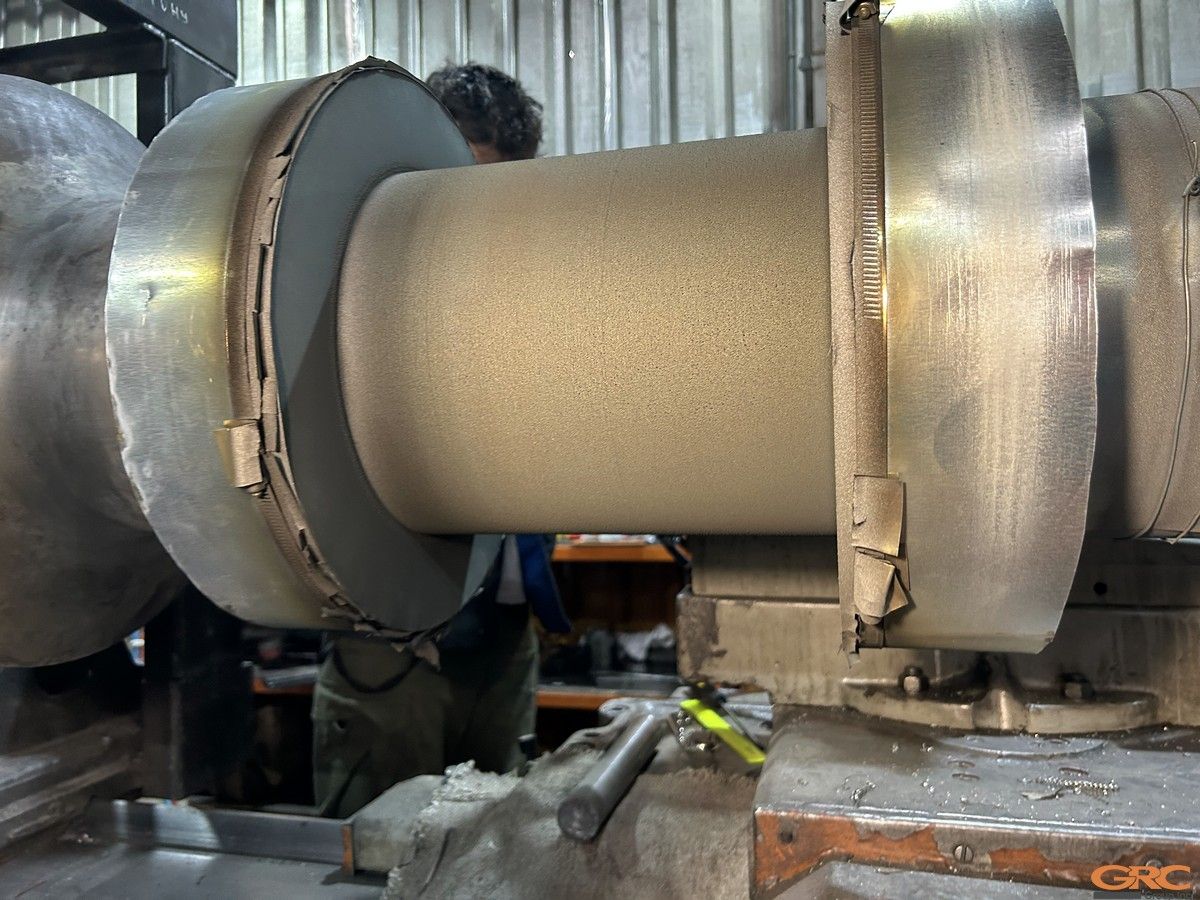
– После наплавки мы проточили посадочное место в чистовые размеры.


– С другой стороной проделали все тоже самое.

– Собрали рабочее колесо и сдали заказ.





О том как мы восстанавливали баббитовые подшипники, вы можете посмотреть в этой публикации.


















