
")

16613
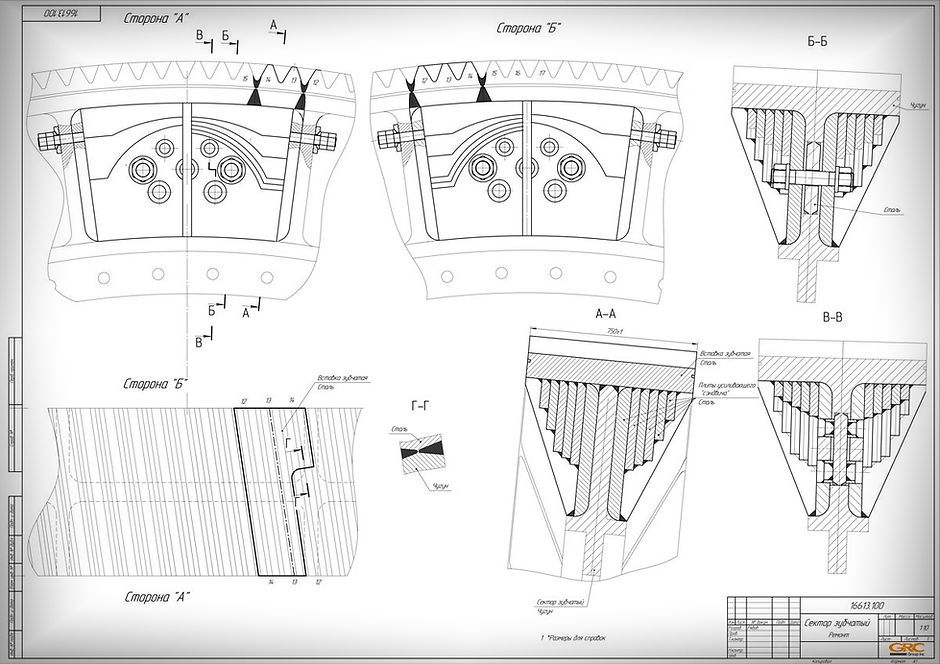
В наше производство поступила интересное задание по ремонту крупногабаритного оборудования. Сегмент зубчатой передачи (выпущенный французской компанией FERRY-CAPITAIN)
Диаметр собранной конструкции из 4х секций – 14 метров, вес 60 тонн.
Материал – чугун с шаровидным графитом

На конструкции модуля (поступившей к нам четверти передачи) образовались трещины и сколы зубьев.
Был произведён первичный ремонт иностранной компанией с установкой в конструкцию усиливающих домкратов, но при тестовом запуске сварные швы вновь дали трещину.


Во время выполнения такой сложной задачи по ремонту сегмента зубчатой передачи сушильного барабана мы прорабатывали ряд путей для более надёжного сцепления повреждённой секции, тестировали различные варианты сварки и усиливающих элементов.
Финальная технология по ремонту зубчатого венца:
– Цветовая и магнитно-порошковая дефектоскопия (применяется на всех этапах ремонта);




– Химический анализ материала и проработка конструкторской документации в нашем опытно-конструкторском отделе;
– Демонтаж следов предшествующего ремонта, демонтаж повреждённых зубьев, разделка трещин;




– Изготовление и монтаж технологических щёк и балок для исключения деформации зубчатого сегмента при последующем ремонте;


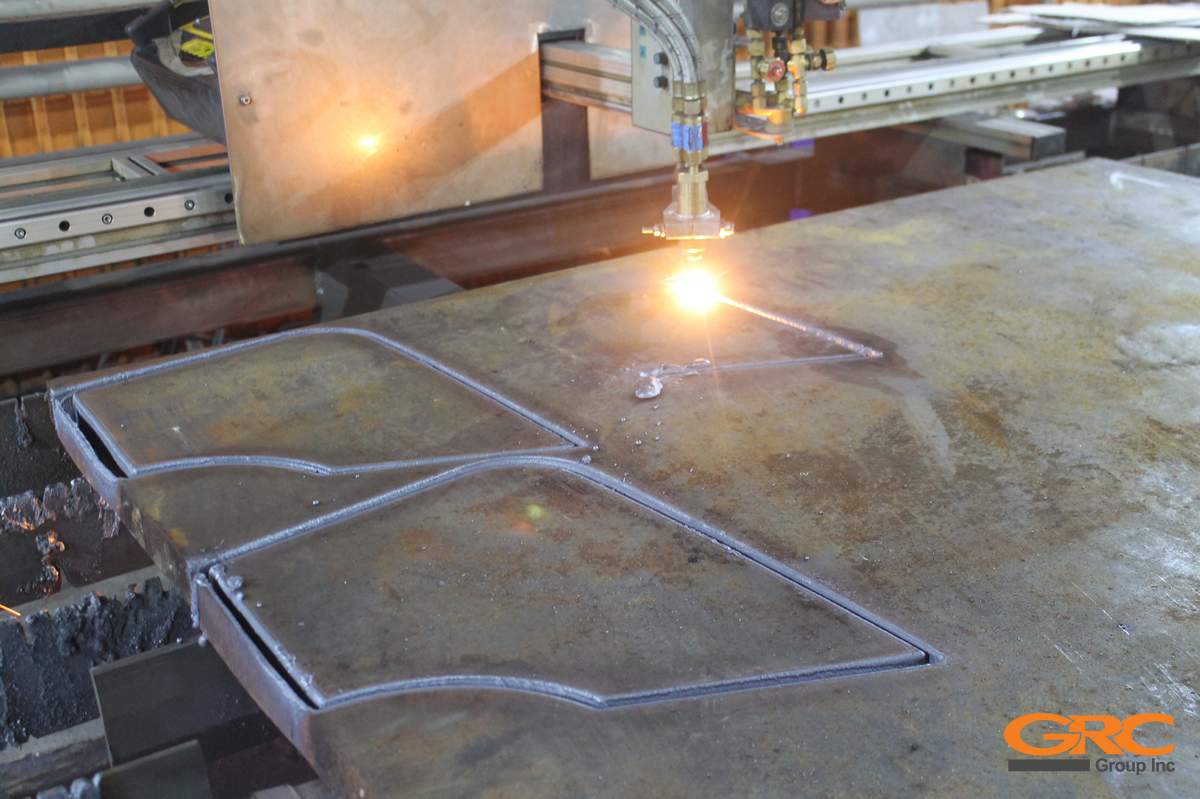
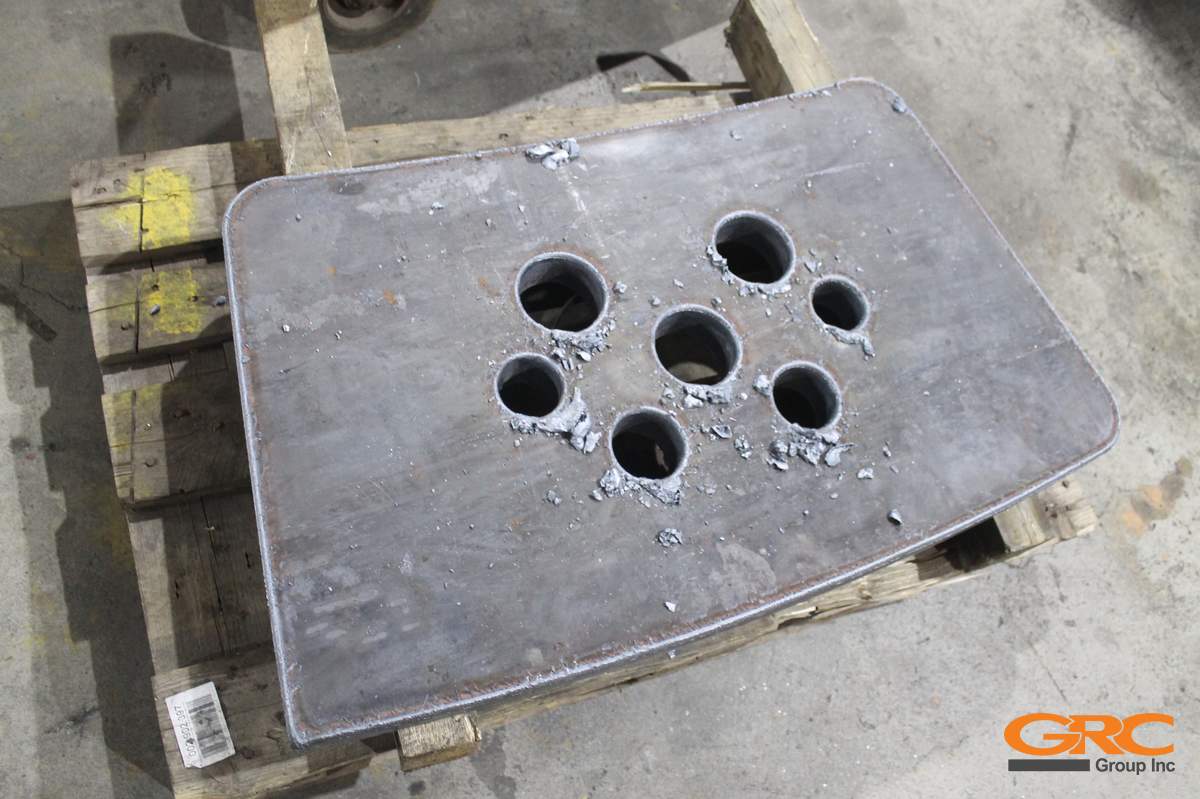
– Изготовление усиливающих элементов (вставка и вкладки) на станке плазменной резки с последующей фрезеровкой фасок на координатно-расточном станке для создания качественной сцепляемой сваркой поверхности;







– Изготовление новых зубьев из специально подобранного материала;







– Сварка изготовленных элементов и разрывов согласно технологической карте, первый слой электродами UTP 8, последующие UTP 85 FN. Процедура сварки выполняемся холодным методом, отрезками по 30-35 мм с проковкой пневмомолотом и соблюдением температурного режима не более 60 градусов.
















– Базирование мобильно-фрезерного станка с ЧПУ собственного производства на сегмент зубчатого венца и последующая фрезеровка профилей зубьев выдерживая шаг.








Видео-процесс фрезеровки рабочей поверхности зубчатого венца

– Проверка качества выполненной работы при помощи высокоточного геодезического контроля в два этапа (До и После ремонта);




– Устранение следов ремонта, смазка рабочей поверхности сегмента, малярные работы и отгрузка заказчику.





Ремонт сегмента зубчатой передачи сушильного барабана выполнен в 2-х месячный срок, с учётом подготовительного этапа.


















